Your shopping cart is empty!
+1 (855) 251-0016 | sales@fuelcellstore.com
Categories
Reviews


")

")
Lanthanum Strontium Manganite Cathode Ink (LSM20)
Product Code: 32080056
Price:
From $829.00

The Lanthanum Strontium Manganite (LSM) Cathode Ink is made using a high-quality LSM powder to provide an excellent cathode ink. It can be used to fabricate your own cells, and can be used to enhance contact of your solid oxide fuel cell to the test manifold.
Technical Specifications:
• Formulation: (La0.80Sr0.20)0.95MnO3-x
• Solids Loading: 62 - 72% by weight
Typical Use Guidelines:
• This is a great ink for making cathode catalyst layers for SOFC applications.
• Stirring the ink before use is highly recommended. For best results, the ink should be stirred with a spatula or a glass rod to achieve an even consistency prior to use.
• For making cathode catalyst layers that are well bonded to the electrolyte: The ink applied electrolyte is typically sintered at 100 °C (until it looks dry), then sintered at 800 °C for 1 hr, and then at 1150 °C for 1 hr. If an anode catalyst layer is also going to be applied (which would require a much higher sintering temperature than the this cathode), then it is recommended that the anode catalyst layer to be bonded to the electrolyte first. Exposing this cathode ink to sintering temperatures much higher than 1150 °C would cause the densification of the catalyst layer or decomposition of the phase and hence, low performance.
• For making electrical connections to a screen or wire: This ink is typically fired at 750°C or 850°C for 1 hour to ensure adhesion prior to testing at the desired test temperature. The adhesion obtained at lower sintering temperatures would not be as good as the adhesion obtained with the catalyst layer that is sintered at much higher temperatures.
• This ink can be used for screen printing for generating electrical connections for wire attachments.
SOFC Tips for Making Electrical Connections:
Ensuring a solid connection between your electrodes and current collector is critical for obtaining good test results. Leveraging our experience in electrochemical testing, testing we have we offer the following suggestions for obtaining optimum results with our silver paste product.
 |
Step 1:
Cut or punch out the metal mesh to the size/area that you want to test on your sample. |
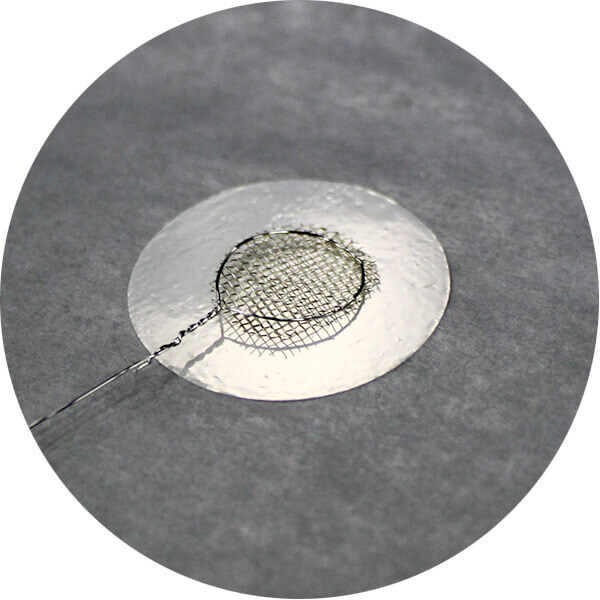 |
Step 2:
Cut the contact wire to the desired length, with a loop around the perimeter of the mesh with the wire extending past the sample. Place cut mesh in the center of your sample and the looped wire on top of wire mesh. |
 |
Step 3:
Apply the contact paste around the perimeter of the wire loop, apply a few drops across the mesh for best adhesion strength. |
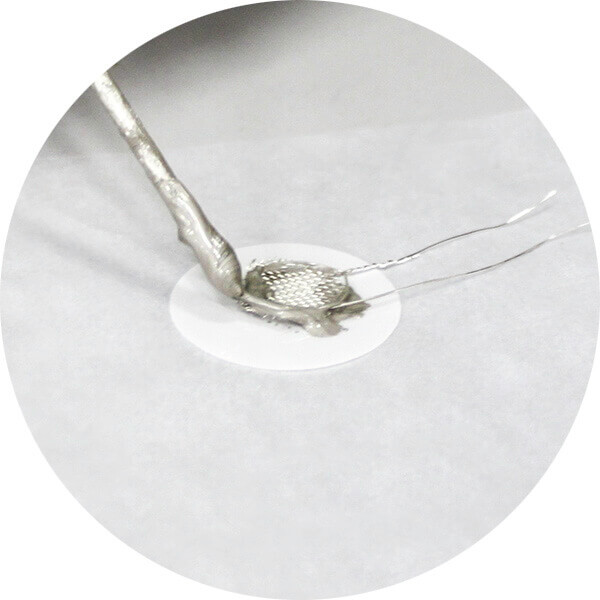 |
Step 4:
Cut and place a straight piece of wire next to the mesh on the sample. Again, cover with ink for adhesion. This will allow for 4 point conductivity testing and a lead for measuring voltage, while the other draws the current. |
|
|
Step 5:
Dry in a 100°C oven for an hour or until the ink looks dry. Repeat all steps on the opposite of the sample in the same area. |
|
Step 6:
Fire your sample to adhere your contact wires. Firing conditions: 1°C per minute to 800°C, hold for 1 hour, cool to room temperature sample in the same area. |
 SOFC Lanthanum Strontium Manganite Cathode Ink MSDS
SOFC Lanthanum Strontium Manganite Cathode Ink MSDSWrite a review
Your Name:
Your Review: Note: HTML is not translated!
Rating: Bad Good
Enter the code in the box below:
Related Products (8)















